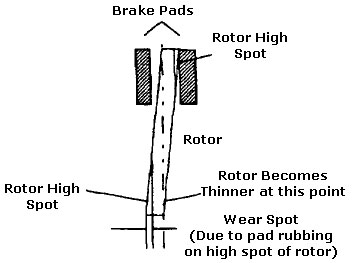
Lateral Run-Out (LRO): The amount of "wobble", or side to side movement as a rotor completes one revolution. The lateral run-out specification for each vehicle varies depending on how much the caliper piston retracts when your foot is off the brake pedal. If the amount of run-out exceeds the amount the piston retracts, then the brake pad will make contact with the brake rotor once each side per revolution at 180°. Over time, this scuffing will either build up material on the high spot of the rotor, as in the case of many ceramic pads, or remove material from the high spot of the rotor, as in the case of more abrasive metallic pads. The result of excessive LRO is Disc Thickness Variation.
Disc Thickness Variation (DTV): The amount by which the brake rotor's thickness varies when measured with a micrometer in 6 different locations around the rotor. The spec for most vehicles is less than .0006" (6 ten thousandths). DTV is usually the result of excess LRO which causes the rotor to scuff the brake pads each rotation of the rotor. It can take anywhere from 3,000-7,000 miles until the DTV is great enough to be felt as "kick back" or "pulsation" in the brake pedal.
Roughness Average (Ra): This figure represents the average height of the surface profile of the rotor, after machining. With sharp cutting tips and a lathe in good working order, any Pro-Cut OCL should leave a Ra between 30-60 micro-inches on a rotor surface after the cut. Lower Ra helps reduce brake noise and bed brake pads in quicker.
Rotor Matching: The process of custom matching a brake rotor to a vehicle hub to eliminate LRO to below OE spec. With a Pro-Cut PFM lathe, you are custom matching a specific rotor to a specific hub in a specific position (or phase). The rotor is considered "matched" when the assembled LRO of all components as measured at the outside edge of the rotor is at or below LRO spec for that vehicle.
Minimum Machining vs Discard: Rotor thickness must be kept above "minimum machining" specification after machining is completed, if that specification is offered by the manufacturer. Some OEMs offer only the "discard" specification, which means they have allowed for additional wear during the next braking cycle beyond that specification. NEVER machine a rotor thinner than the correct manufacturer's specification as this thickness is determined to keep the caliper piston from coming out and causing catastrophic failure. The technician is responsible for verifying final "as cut" thickness is above correct specification.